
Стоимость уточняйте по телефону, Доставка по России

Уплотнительный шнур Hot Rod XL поставляется в картонных коробках. Вес, габариты и количество шнура в зависимости от его диаметра в коробке:

Расчет нужного диаметра уплотнительного шнура, праймера, количества мастики:

Оборудование для укладки уплотнительного шнура в камеру

Уплотнительный шнур термостойкий hot rod xl
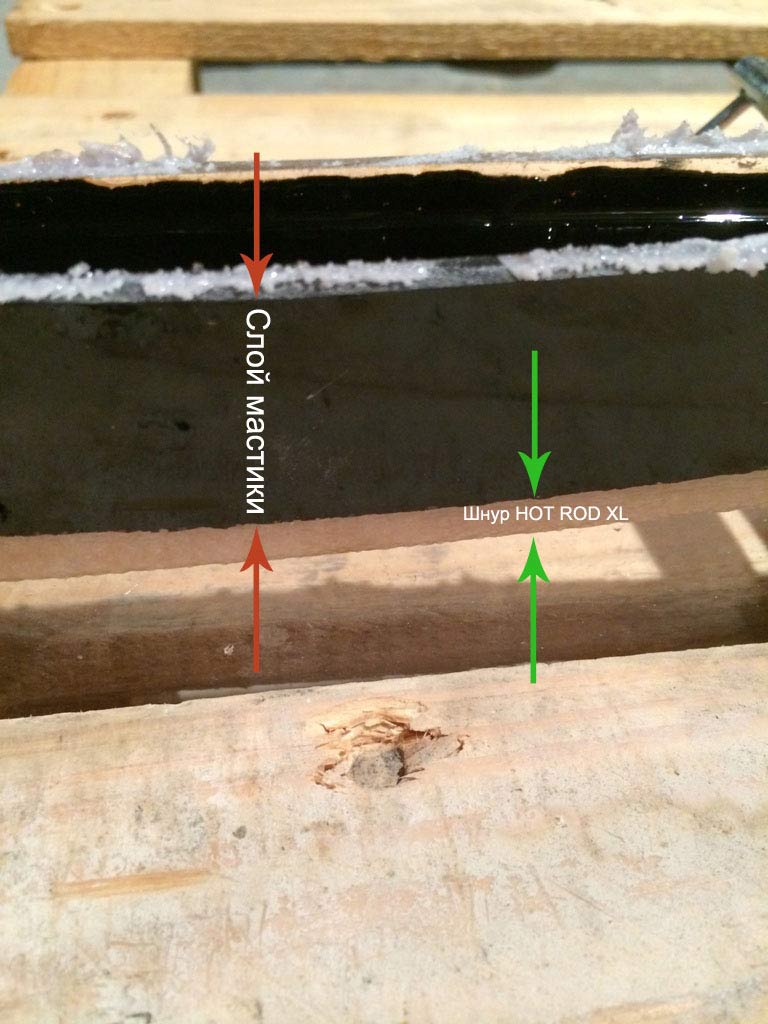
Чтобы проверить термостойкость уплотнительного шнура мы провели испытание. Для большей наглядности мы использовали не деформационный шов, а «стеклянную» камеру. Данная наглядность позволит нам увидеть, что будет происходить с пористым уплотнительным шнуром при заливке сверху горячей мастикой. Для первого этапа проверим стойкость шнура для основной рабочей температуры мастики — около 180 градусов.
Данная наглядность позволит нам увидеть, что будет происходить с пористым уплотнительным шнуром при заливке сверху горячей мастикой. Для первого этапа проверим стойкость шнура для основной рабочей температуры мастики — около 180 градусов.

Как видно на фото, температура даже чуть выше нижней границы. Заливаем массу на уплотнительный шнур.
 Выжидаем немного времени, чтобы герметик застыл и разбираем конструкцию, чтобы оценить состояние уплотнительного шнура.
Выжидаем немного времени, чтобы герметик застыл и разбираем конструкцию, чтобы оценить состояние уплотнительного шнура.

Отделяем застывшую мастику от уплотнительного шнура и видим ,что он не поврежден и не вспенился.

Проведем повторный эксперимент, для чего нагреем снова мастику.

Выливаем массу на уплотнительный шнур и на всякий случай замеряем температуру герметика уже в камере.


Проделываем все туже процедуру изъятия уплотнительного шнура и видим тот же результат.

Главный враг аэродромов, дорог, мостов – это деформация покрытий, т.е. потеря строительной конфигурации из-за ударных, температурных, влажностных воздействий. Деформация приводит к потере требуемых качеств конструктивов, эксплуатационных свойств, к снижению их строительного срока «жизни» — к полному разрушению. Для противостояния этому явлению устраиваются деформационные швы – канавки, определяемыми проектом сечениями, длинами, формы. Но швы в свою очередь требуют защиты от воздействия окружающей среды, осадков. Именно эту проблему и решает уплотнительный шнур для швов.

При устройстве цементобетонных покрытий автодорог, аэродромов, полов в складах и цехах в современном строительстве широкое распространение получил уплотнительный шнур для герметизации швов hot rod xl. Это изделие изготавливается из экструдированного полиэтилена (полимерного материала в форме закрытых ячеек) и потому хорошо сжимается. Такое свойство уплотнительного шнура, а также низкая адгезивность (прилипание), высокая абсорбция (способность впитывать влагу), термостойкость и значительная устойчивость к воздействию ГСМ разных видов и стали причиной применения этого изделия повсеместным.
Уплотнительный шнур для герметизации швов в основном применяется для снижения построечного расхода мастики битумно-полимерной при ликвидации трещин, изоляции швов и стыков. При устройстве покрытий из горячих полимерно-битумных мастик, уплотнительный шнур hot rod выдерживает температуру до 250°C. Хотя рабочая температура мастики, которую поддерживает заливщик швов, обычно в диапазоне 180-210 градусов. Независимо от срока эксплуатации, воздействия динамических нагрузок, погодных условий, воздействия агрессивных сред уплотнительный термостойкий шнур для швов не теряет своих эксплуатационных качеств.
Уплотнительный шнур для герметизации швов.
Современная технологии применения шнуров уплотнительных термостойких для заполнения швов при ремонте и при новом строительстве аналогичны. Для лучшей фиксации этого изделия в шве, диаметр его выбирают на 20-25 % больший, чем шовное сечение. Далее следует обязательно очистить шов от загрязнения. Удобнее делать проводить такой процесс щеточной машиной или от компрессора сжатым воздухом. Затем производится укладка изделия. Шнур пористый уплотнительный укладывается с применением закаточного ролика, при этом недопустимо принудительное растягивание изделия, укладка «внатяг». После следует этап во время, которого шнур огрунтовывается распылением или нанесением грунтовочного материала — BORNIT Хафтгрунд с помощью кисти. Это ответственный процесс и его необходимо проводить только на совершенно сухих поверхностях. Завершает всю работу заполнение оставшегося объёма шва мастиками горячего приготовления. Шов должен быть заполнен герметизирующим материалом до самой кромки. Согласно рекомендациям ГОСТа №30740/2000 «Материал герметизирующий для швов аэродромных покрытий» и фирмы-изготовителя шов следует присыпать цементом.
Купить уплотнительный шнур сертификата соответствия № ФАВТ А.09.0з414 по ТУ №5772-003-62799976-2011 можно уже упакованным в картонные коробки. Это создаёт дополнительное удобство в его использовании.


